electronics faqs-2024欧洲杯官网
i am experiencing oxidation of my copper lead frames post molding final cure. i do not want to subject my assemblies to a rigorous acid clean and increase my costs. are there any alternatives?
this is a common issue that integrated circuit assembly companies have experienced. post mold, final cure, and bake out are accomplished in a batch process in an oven. temperatures for this process can exceed 200oc, and when in an air atmosphere, will lead to oxidation of the copper lead frames.
the best alternative is to use an inert atmosphere within the post mold curing oven. most standard ovens for this process are not designed to use an inert atmosphere. there are several vendors that manufacture inert atmosphere ovens for this process. the ideal o2 ppm level for this process is <1000 ppm. at these o2 ppm levels, one can achieve good final cure and eliminate the copper lead frames for oxidizing. the initial cost to replace the ovens may be slightly prohibitive; however, your overall cost of ownership will be reduced, and the quality of the assembly will be enhanced, not to mention the elimination of potential environmental issues with copper oxide removal via acid etch and deionized water cleaning.
air products has the offering, intelligent nitrogen control system (incs), that can monitor the o2 ppm levels in the curing oven and maintain a consistent o2 ppm level while controlling the nitrogen gas consumed. ask air products to evaluate your processes and assist you in converting to an inert atmosphere post mold curing process.
we are experiencing poor underfill flow in our flip chip assemblies. what is the possible cause and is there a solution that can be implemented to improve our underfill process?
we are currently evaluating the use of copper wire in place of gold wire in our wire bonding assembly process. in our conversion from gold to copper wire, we implemented the use of forming gas (5% h2/95% n2) form ball formation. do we need forming gas for copper wire?
we are currently evaluating the use of copper wire in place of gold wire in our wire bonding assembly process. in our conversion from gold to copper wire, we implemented the use of forming gas (5% h2/95% n2) form ball formation. do we need forming gas for copper wire?
this is a question that has been asked in the past and free air ball (fab) formation using forming gas (5% h2/95% n2) is very common for copper wire bonding. fab using copper has been researched and although most people believe that copper will not oxidize; however, it does. if fab is done in air, you will experience a thin oxide layer on the ball and will require greater force to form the bond between the wire and integrated circuit (ic) interconnection pad. this greater force may cause microcracks under the interconnect pad that is difficult to observe and seen in some copper wire bonding processes. to prevent this oxide layer from forming, forming gas is highly recommended.
air products can provide several supply options for the forming gas, from pre-mixed cylinder bundles to onsite blending systems. we have the knowledge and expertise to safely provide solutions for your ic assembly processes and improve your process.
what is the best way to reduce the dross formed in a lead-free (sac alloy) wave soldering process?
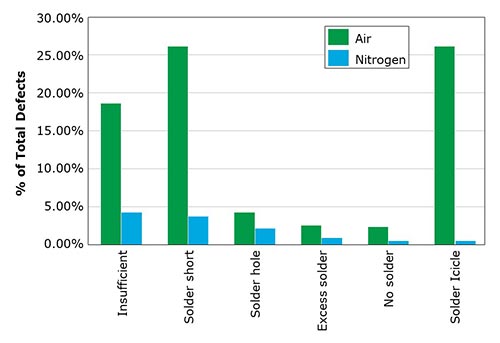
concerned about reflow issues and looking for a wider processing window?
hdi (high density interconnection boards) assembly with small geometry components can pose many assembly issues. with the smaller components, most likely a type 4 (30–38, micron ball size) or type 5 (15–25, micron ball size), solder powder paste will be used. this allows for an increase in solder volume for smaller footprints and provides an improved solder joint. the flux chemistries will vary; however, most assembly houses use a no clean formulation.
when using the small micron solder powder, there is a tendency for the powder to oxidize at a faster rate during the reflow process. this is due to the increase in surface volume and less oxide dissolution into the solder mass. in an air atmosphere reflow process for lead-free solder, the flux chemistries begin to polymerize and lose fluxing capacity, leading to poor wetting, insufficient solder joints, and other defect issues.
using a nitrogen atmosphere in the reflow furnace, with a maximum oxygen level of 1000 ppm in the reflow zone, provides a wider processing window and less assembly processing issues. the nitrogen atmosphere reduces the polymerization of the flux, allowing for enhanced solder wetting and improved solder joint quality. another added benefit of using nitrogen is that the solder powder will not oxidize and allows for improved wetting.
if you are interested in understanding how the use of nitrogen in your smt (surface mount) reflow process can improve your hdi assembly process and reduce costs, please contact air products for an evaluation of your assembly process and learn how our team of experts can assist you.